
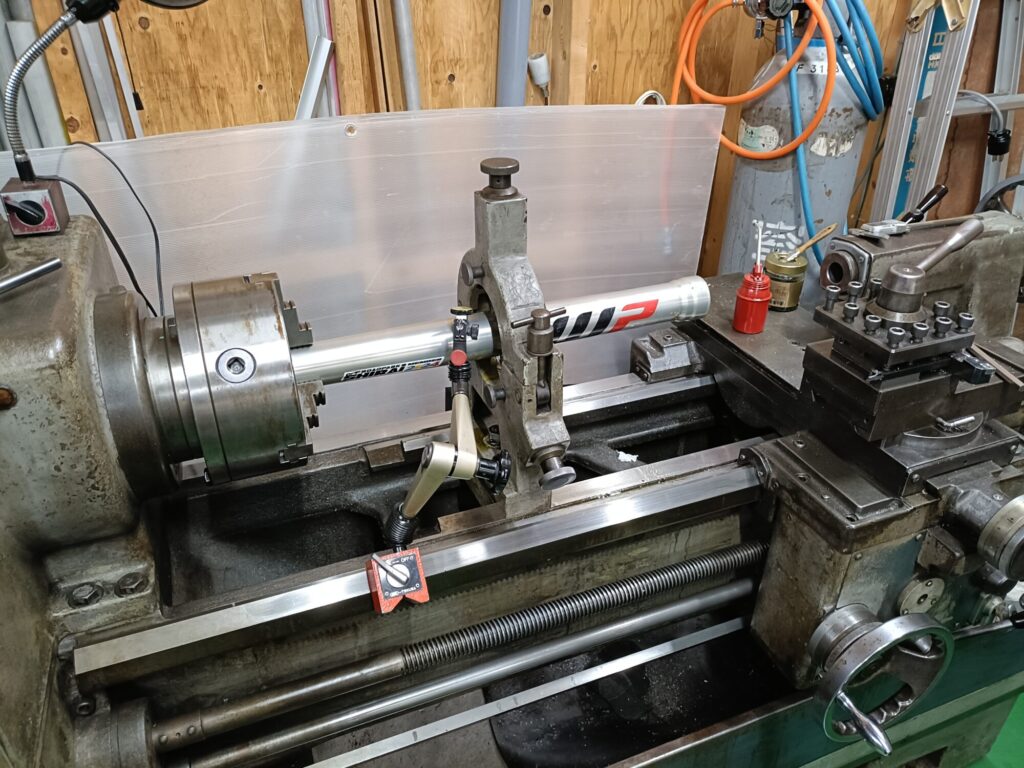
昨日に引き続き、ぶつけて変形しちゃったWP製の
4860フロントフォークのアウターチューブの補修作業です。
一晩考えて、結局楕円になった部分の短軸方向をブッシュが
何となく圧入されるギリギリの径まで広げる事にしました。
ツッコミどころは満載かと思いますが、笑って放っておいて下さい。
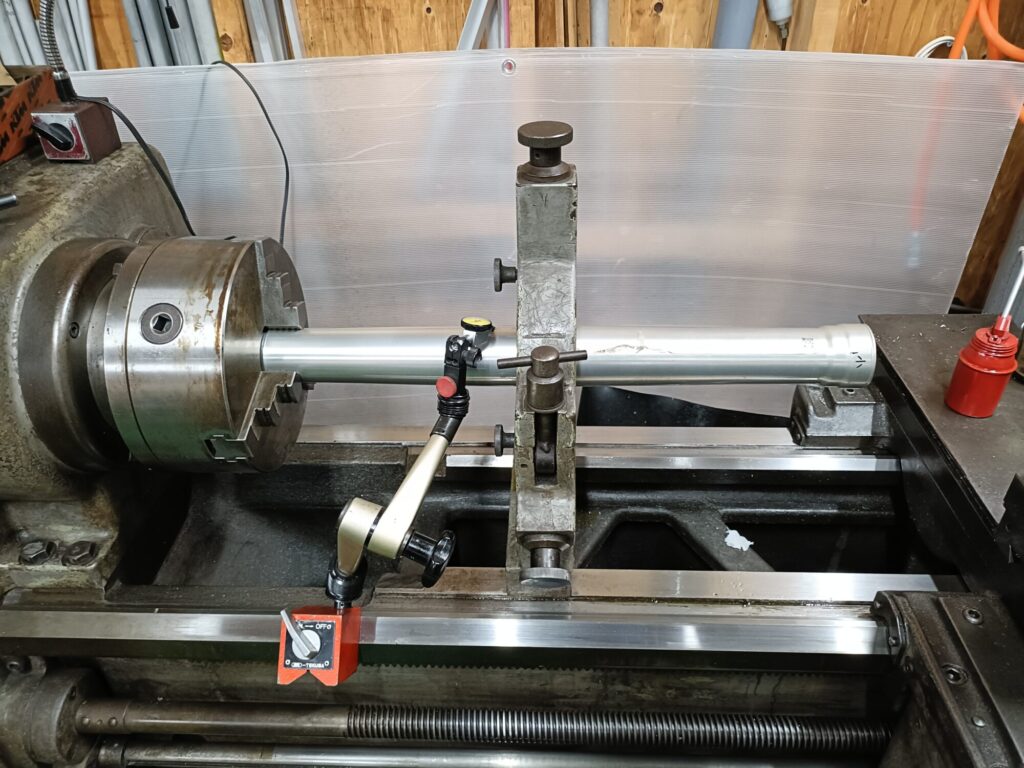
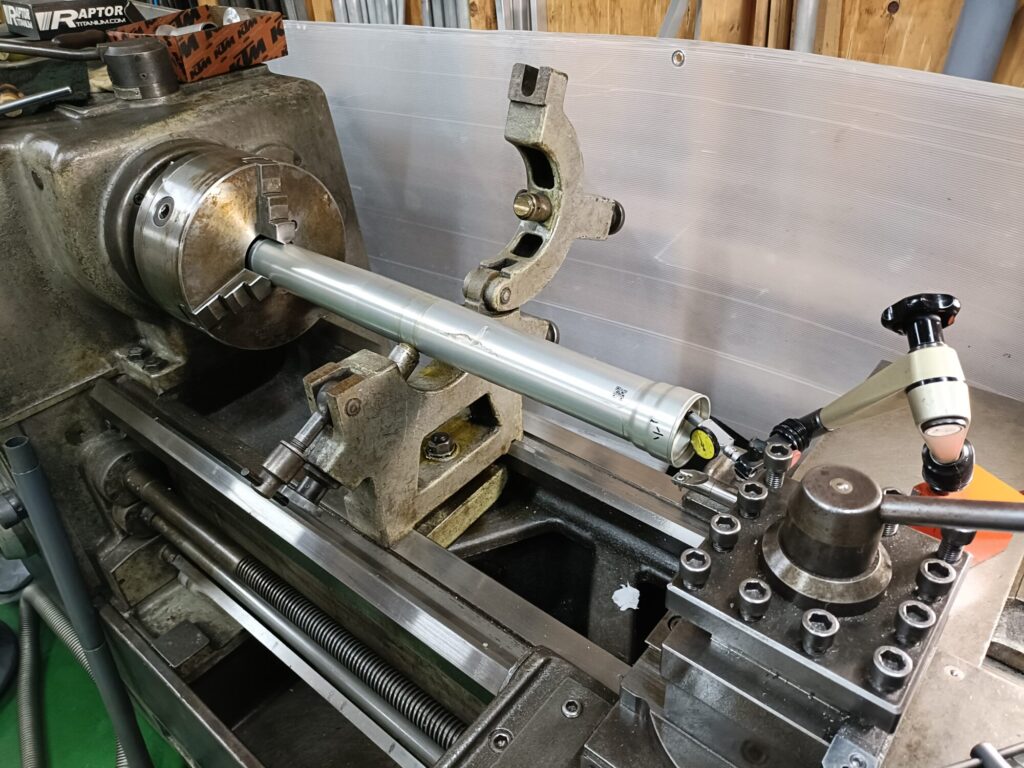
ウチの旋盤では、ホントにギリギリ作業できるサイズでした。
あー、もっとデカい旋盤と、もうチョイ小さい旋盤が欲しいなぁ(笑)
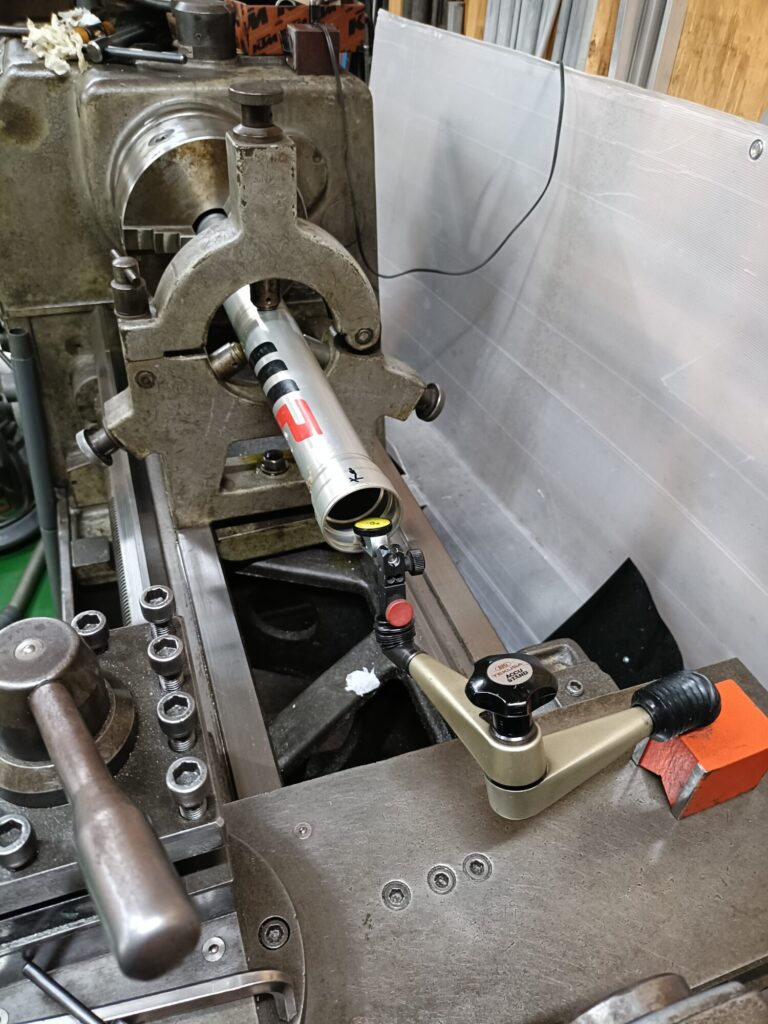
スクロールチャック部分で芯が出ているか確認し、
振れ止めのところでは、なるべくアウターチューブに
傷をつけないように、ゲージを当てながらそーっと
ブリョ(材料に押し当てる部品)をタッチさせました。
ホントは、この状態で、先端付近の一部の外径を切削して、
そこで振れ止めを使って支持し直すのが本道かと思いますが、
加工代自体がほんのちょっとだし、アウターチューブの外観に
大きな損傷を与える事もあるめぇって事で、この支持のまま
加工を進める事にしちゃいました。
てな事で、ようやっと加工開始。
まずは、ホントにぶつかった部分の、外側から押されて内側に
飛び出した部分の山の頂点だけカット。
ぶっちゃけ、ここは組み立てる際に擦るだけで、走っている時には
摺動しないので関係無いっちゃー関係ありませんが、
組立時にブッシュが傷むとイヤだなぁって事で。


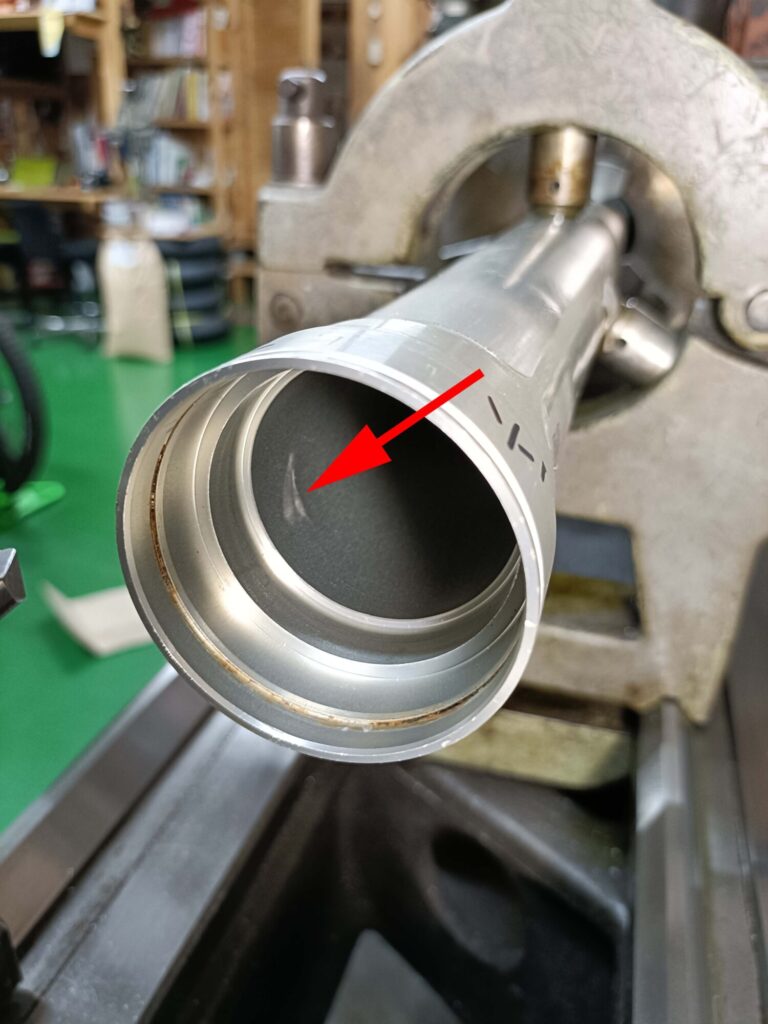
お次は、本題のブッシュの座面。嵌合部分が楕円になっており、
その短軸部分を円形に加工します。
楕円になっている部分で、ブッシュとインナーチューブの当りが
キツくなってしまい、動きが渋くなってしまっているので、
キツい部分の山の頂上をカッ飛ばす感じ。


てな事で、加工完了。
今回加工した削り代は、これだけ(笑)
結構大きく変形してしまったようで、楕円の長軸側の距離は、
ブッシュの外径に対して、はめあい公差を上回ってました。
これでも、ブッシュのハメ代がほとんど無く、わりと簡単に
抜けちゃう感じなります。
ホントは、オイルシールやダストシールのハマる部分も楕円に
なっており、そこも取り除かないとシールのリップがキツく
当たる部分が出ちゃうのかもしれませんが、シールの打ち込みっぷり
までスカスカになっちゃうのもなんかアレかなぁ、とか思って
あまり余計な事はしないで最低限の加工のみとしました。
クリップがあるから、ある程度スカスカでも大丈夫だと思いますけどね。
(オイルがシールの外側をまわったりして(笑))

てな事で、実際にブッシュを打ち込んで、インナーチューブの
摺動っぷりを確認したところ、圧倒的に軽くなりました。
とりあえず、コレで納めて、NGが出たら次ぎの手を考える事にします。
皆さまからの作業ご用命をお待ちしております。
<(_ _)>