
本日も、MAZDA 6 に取り付けておりますヒッチメンバーの
仕様変更作業の続きです。


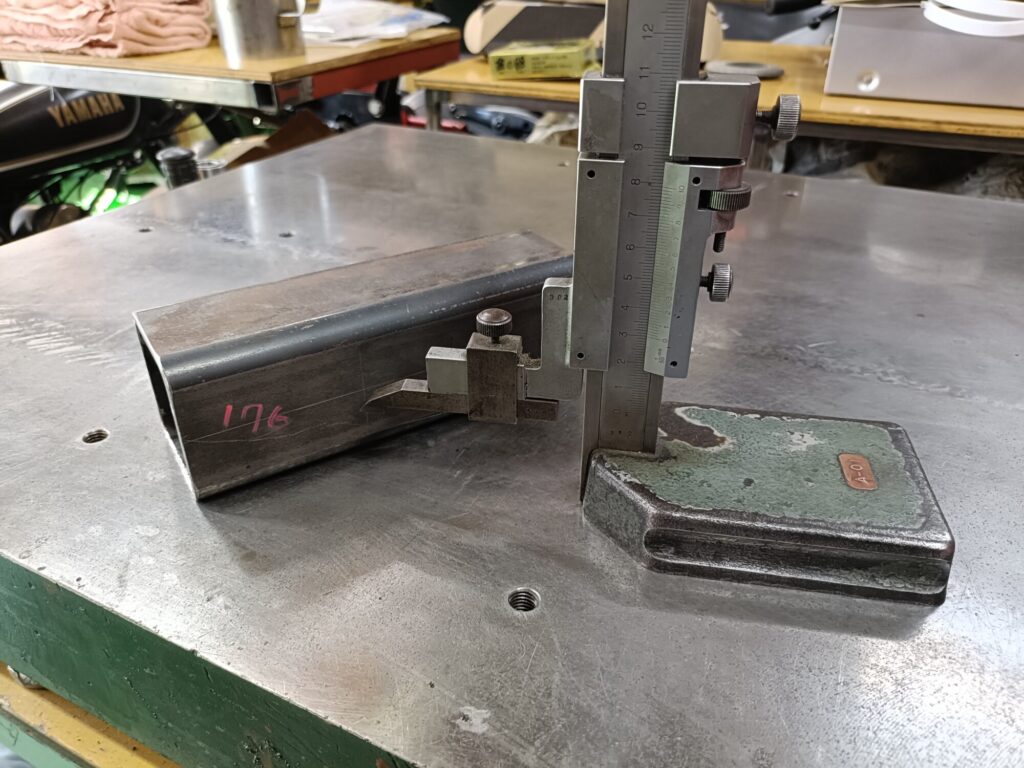
てな事で、本日は先日切り出したレシーバーの受け部品の
加工からスタート。
まずは、内側の溶接ビードを削り取って、中に2インチ角の
バーが滑り込めるように加工。
お次は、ここに差し込むバイクキャリアの抜け止め用の
バーを固定する為の穴開け&ネジ山を切った部品を作製。

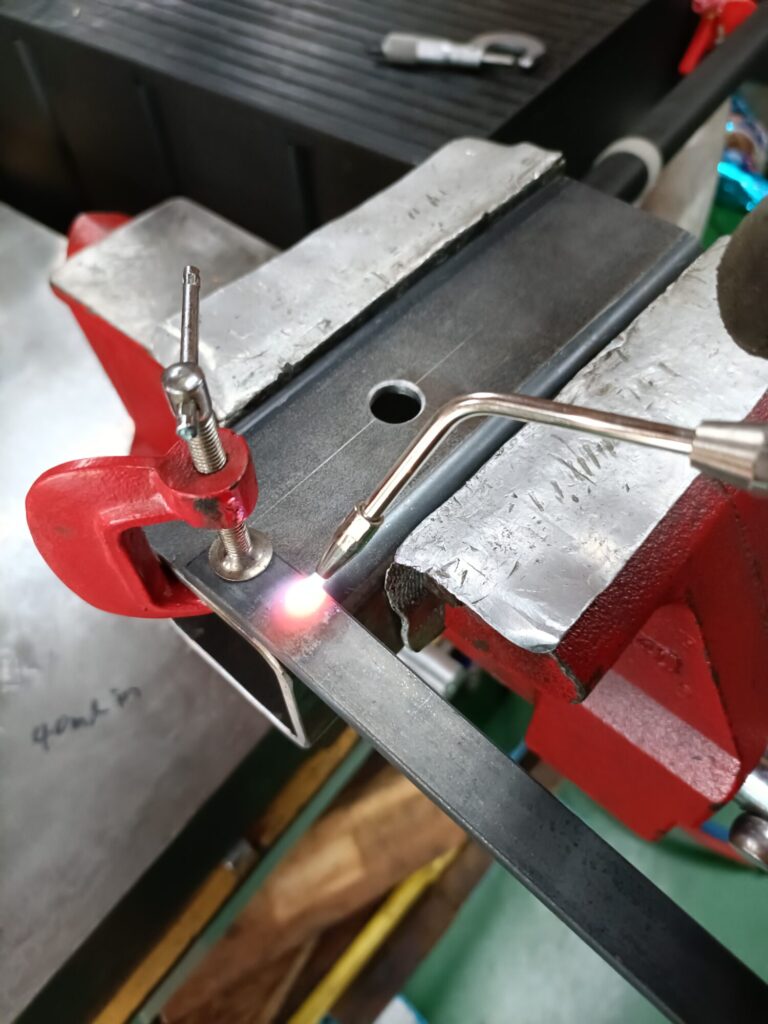
お次は、レシーバーの受け部品のとば口の補強に
6mmの板を巻く準備。
コレが、なかなか上手く曲げられず、毎度苦労して
おります。どうしても角が浮いてしまいがち。
今回はアセチレンガスを熱源に使ってみました。
しかも、トーチはチッコイヤツを使ったので、
かなりスポット的に温められて、なかなか良かったです
やはり、プロパンとは比較にならぬ熱量。
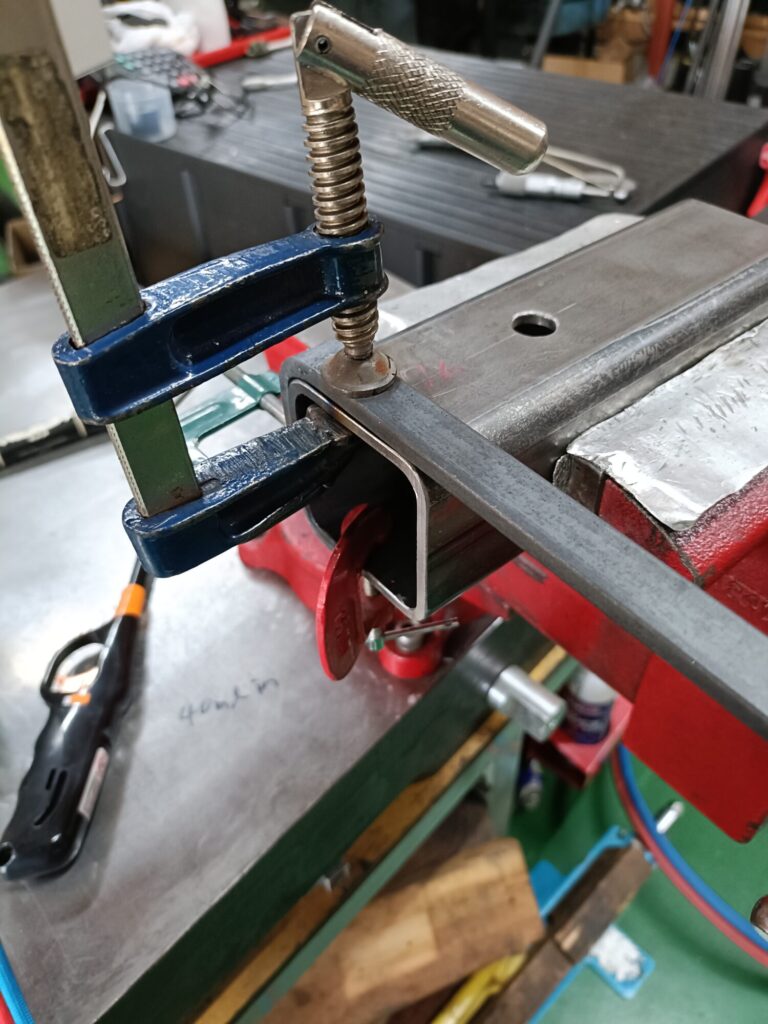


てな事で、割と角パイプのコーナーRに沿って
曲げられたんで無いかと、自己満なプレートと
抜け止めバーの固定用のネジを溶接。

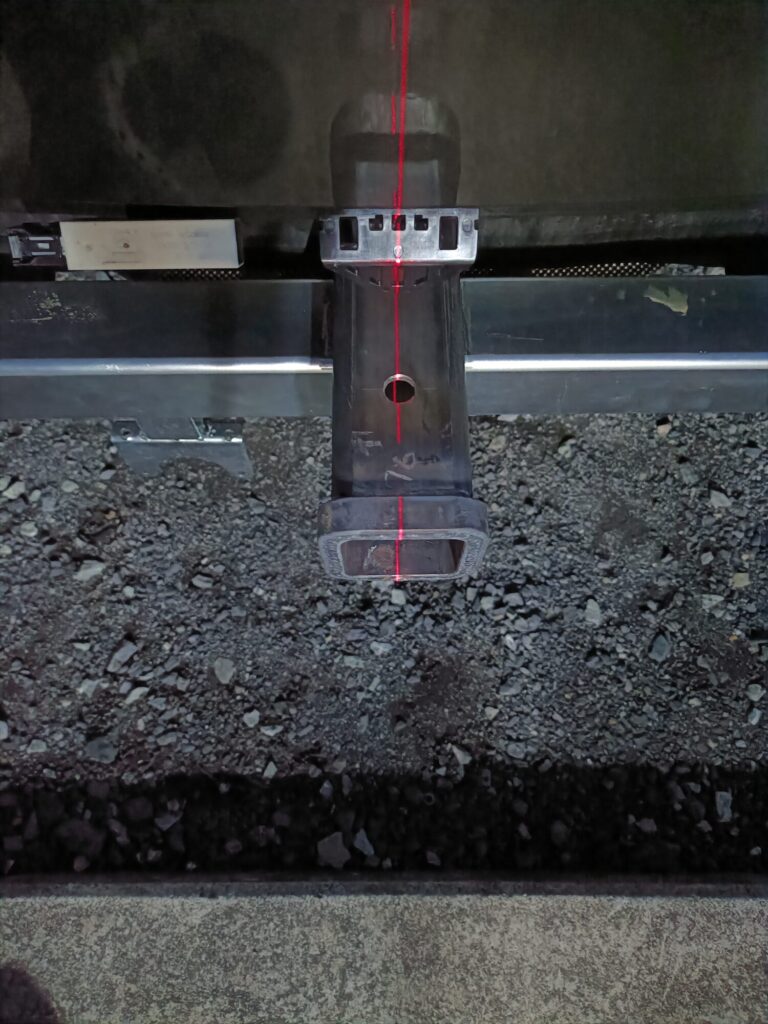
そして、受け部品をヒッチメンバーのバーに点付けで
仮に固定してから、一旦車体にあてがって確認。
暗くなってからレーザーも飛ばしてみましたが、
かなりチョッキリ良い感じに真っ直ぐ生やす事に成功
したようなので、一安心。
一応、バンパーもあてがってみて、とば口の位置関係を
確認してから本溶接へと移行したいのですが、外は余りの
強風で、一人でバンパーを持ってあてがってる間に風で
煽られてボディーに傷つけちゃっtりしたくないので、
本日はここまで!
いやー、コレでホントにレシーバー受け金物のとば口が
バンパーよりやや出っ張るくらいの位置に来ているのか
心配で心配で(笑)